������ƪ��������[�Ї�Ļ���Wwww.gdjiasi.com]���������l����
�������Č����@���V���f�_�Ļ����γ������Ļ�����̵��OӋ�cʩ����������Ԕ�������c֧��Ť�D�p�������L���ٰ塱Ļ�����g���ã�չ�_������
�����P�I�~���c֧��Ť�D�p����Ļ�������L���ٰ壬Ϭţ+grasshopper�����������طž����g��֧����S�{�����g
����1�� ���̸śr
�����V���f�_�Ļ����γ�����Ŀ(���º��Q�������)���ֽл��㣬λ�ڏV���л����^���ǽ��_�ɴ壬ƽ������Ա����P�˱�·�������LJ��H��ˇ���m�ˡ���ؕ�����ԡ�ʯ�^ӛ�������}���A�Ĵ���ĸ߿Ƽ����_�㣬�ǏV���f�_�Ļ����γǵĺ����Ŀ(�D1.1)��

�������������Ļ������e�s31000ƽ���ף����߶ȣ�30.65�ף�Ļ��ϵ�y��Ҫ�Ю����X��Ļ��������Ļ����Ϳ�����T��;���������������p���Π��Ҫ���������������β��L�X�����ɣ����w�q���h�ӵļtɫ�I��(�D1.2)��

��������������L�X����_14667�����s1.4�fƽ���ף����y��ʽ�_���f�N��ÿ�K�X��ijߴ缰�D��������ͬ;���w���DM���������y���h���dz���Ŀ�������־����A���������X��+�S����׃�ı���D�����齨�����C������һ��ɫ���r�G�������ûʵ����¡�����������������q��һ�����ɶ�õ�ˇ�gƷ���@�N���ص����ɞ��־�Գ��е��ܡ�(�D1.3)��

����2�� Ļ���OӋ��B
����2.1�������ͷ���
�������������ӱ����Ť�D�p������L�X��Ļ������������λ����Ҫ�ֲ��ڼ~�y�İ���λ��������Ϸ���λ�����ȣ���ԓģ���M����ӱ�Ƥ�������������Å������ָ֡�������~�l����塱���ИI��ٿ��ṩ�������ȼ��g�M����OӋ�������w����Ļ�����֞������ΰ�K��ͨ�^�p�����K�������g�M�ϳ�ƽ���������ΰ�K�������Ļ�����֞��p�������͵���߅�ΰ�K(�D2.1);��Σ���������IJ��L�D���M�з��������w����Ļ�����L�D�������N�ɫ�����ֺ���������X�����pɫ����ɫ�M��;���Ļ����ɫ�{���ɫ�����p������߅���pɫ�X��;���������Ҫ�����w����Ļ������O�Þ����װ������P�ˈD��߅���O�ß���(�D2.2)��


����2.2�������X��Ļ��ϵ�y����
�������������ˏ��s��Ť�D�p�������ͣ��OӋ���P�I�Dz���ƽ���������X���M��ƴ�ӣ���K�����ʬF����Ȼ��Ť�D�ΑB��
�����ҷ����Ŀ�M�п������о���������ֿ��]�OӋ���ӹ���ʩ�����ɱ������ڵ����أ��Y�϶�����p��������Ļ�����g���ý������һ���c֧��Ť�D�p�������ٰ�Ļ��ϵ�y���ҷ�һ؞�Գ֡����g��·���Ӱ����С���ԭ�t���ش�������400ƽ����Ļ���Ӱ壬ͨ�^Ļ���Ŀ����Ҫ���c�����о����_�������c֧��Ť�D�p������ٰ�Ļ�����g�M���Ŀ����(�D2.3���D2.4)��

�����c֧��Ť�D�p������ٰ�Ļ��ϵ�y���ܺõؽ�Q����������������͆��}�������������w䓽Y����������Ļ�����Ƀ�����֞����湦�܌Ӻ������bӣ����߾o��ϵ��һ��dzɣ������w�F������ɫ��(�D2.5)

����2.3���湦�܌��OӋ
�������湦�܌���Ҫ������TPO��ˮ���ġ���\䓰�����\���~�l����\�����ИI��ٿ��ṩ������������؎r�����ˌӞ鮐��Ļ��ϵ�y�Ĺ��܌ӣ�λ�����w䓽Y��֮�⣬�����b�֮�ȣ��ǽ�����헹��ܵ��Ԍ��F�ı��C�����������ܡ���ˮ���ܡ��������ܵȡ�
������ˮ���،��Ƀ�����Ę��ɼ������÷քe�飺(1)100mm���r����(2)60��40��3mm��\䓷��ܣ����������ˮ�ӵ�֧�����ǡ�(3)1.2mm����\䓰������������ˮ�ӵ��װ���(4)TPO��ˮ���ģ������ˮ�ӣ���O�ڹ��܌ӵ�����ȣ�������������ˮ�ܷ������á�
�������]���Ŀ�����͏��sŤ�����������x�����Եķ�ˮ���M�з�ˮ����˾������TPO��ˮ�������������ˮ�ӣ�����������ϩ�N�ˮ���ģ��ǽ���ʢ�е�һ�N�²�����������������c��
����1) TPO��ˮ���ľC����EPDM��PVC�����܃��c������ǰ�ߵ��ͺ��������͜���Ⱥͺ��ߵĿ��������ԡ�
����2) �c���y��������ͬ���ڳ����@ʾ�����z���~�l�����z�����ИI��ٿ��ṩ���ߏ������ڸߜ�������������һ�ӳ��͡�
����3) �������܄������и����g���������a�����������w�ƶ�׃��ĬF�����L�ڵķ�ˮ���ܡ�
����4) �������õļӹ����ܺ����W���������Ҿ��иߏ��������ܡ�
����5) �����ĵ͜����g���ܣ���-40�����Ա������g�ԣ����^�ߜض����ܱ����Cе������
����6) �������ͻ��W�������ᡢ�A���}�������͡�ֲ���͡����������g�������ù�����������L��
����7) �ڃɌ�TPO�������g���Oһ�������w�S���~�l�������w�S�����ИI��ٿ��ṩ��������������������ܡ���������я�������ƣ�ڡ�������������
����8) ���п��ϻ������쏊���ߣ����L�����������ʩ������¶�o����o����ʩ�����㡢�o��Ⱦ�ȾC�����c��ʮ���m���������p��������ķ�ˮ�ӡ�
����ԓ��ˮ�������鱾���̵������ˮ�ӣ�����ʩ����ˇ���ο�ݣ��s��ʩ�����ڣ����ҿ��Ժܺõ��m���������͵ȃ��c��(��D2.6���D2.7)

����֧��䓷������Ǵ���TPO��ˮ���ĵ�λ�ã��ھ����_��̎����TPO��ˮ�����ܣ����c�����ˮ�����M�к��ӣ����C��������w��ˮ���ܡ�
����2.4 �����b��OӋ
���������b���Ҫ�������c֧������ϵ�y���X���S�{��֧��ϵ�y�����L�X�塣
�����c֧������ϵ�y��Ҫ�����������������\䓷������ǡ��T�X�A�ױP��ԓϵ�y�������c���£�
������80��5mm��\䓷��ܞ��X���c֧������������һ��ͨ�^14#����c���w䓽Y���B�ӡ����b�����w䓽Y���ϵ�14#����_�ڃɶ˼�4mm䓰��£�䓰���ǰ��_����䓃Ȳ����g������䓰����c���w䓽Y�����|���ܷ��z��£��γ���õ��ܷ����ܣ���ֹ��䓃Ȳ����g(�D2.8���D2.9)��

����80��5mm��\䓷��ܵ���һ���B���T�X�A�ױP���T�X�A�ױP�����O���c��\䓷�������ϵ�Ƕ���ܣ��T�X�A�ױP��Ƕ����ֻ���c����\䓷��܌��ʣ��T�X�A�ױP�����Ƕ������\䓷����ϣ��T�X�A�ױP�c��\䓷�����20mm���{�����g���ɝM���T�X�A�ױP���M���{����λ����λ��ͨ�^Ƕ���ܵĈA���c��\䓷��܈A���M�Ќ��ף�����2-M6��110mm��˨�M�Q�o������T�X�A�ױP���b(�D2.10���D2.11)��

�����X���S�{��֧��ϵ�y��Ҫ������L���X�D�Ӽ�����X���|Ƭ���D�S����˨�M��(��D2.12���D2.13)����֧��ϵ�y�ܺܺõČ��FŤ�D�p�����X��Ļ�����{�����b����ͨ�^�{�����C�X��Ļ��������Ҫ���w���£�
����L���X�D�Ӽ��B���X���c�T�X�A�ױP��L���X�D�Ӽ��������c�T�X�A�ױP�B�ӵ��D�Ӽ�һ���c�X���B�ӵ��D�Ӽ������D�Ӽ�һ�c�D�Ӽ������O�п��ĈA���ˣ��D�Ӽ�һ���ĈA���в�㊿ڣ��D�Ӽ������ĈA����߅㊿ڣ��D�Ӽ�һ��㊿��c�D�Ӽ�����㊿����ϣ�ͨ�^M8��65mm���P���˨�M�b��һ�w���γ��D�Sϵ�y��ʹ��L���X�D�Ӽ������D�ӡ��D�Ӽ�һ���_�ЈA�ף��D�Ӽ������_���L�A��(��D2.14���D2.15)��

�����������X�尲�bǰ���������T�X�A�ױP��һ�K�X�尲�b��Ԫ���T�X�A�ױPֱ����350mm���ɝM���X��ƴ�Ӷ˵ąR����L���X�D�Ӽ��Ƅ��{����λ�������X�尲�bҪ��(1)ͨ�^�T�X�A�ױP�c��80��5��\䓷���֮�g20mm�İ��b���g�����M���T�X�A�ױP���M���{��;(2)ͨ�^�Ƅ�L���X�D�Ӽ�����X�尲�b�ij�����λ;(3)L���X�D�Ӽ��������D�ӣ�ͨ�^�@�D�S�����D�ӣ�����X���@�D�S������{����λ;(4)ͨ�^L���X�D�Ӽ����L�A�ף�������X��������{����λ;(5)ͬ�r���X����@�D�Ӽ�����M6��25mm��˨�D�ӣ��˲��ֶ�λ��ɺ���X���|Ƭ��X�cL���X�D�Ӽ���Xҧ���̶����~�l���̶������ИI��ٿ��ṩ�����Q�oM6��25mm��˨����������X��İ��b�{����ͨ�^�������S������X���{����λ����Ч���C���X��İ��b���ȣ�ʹ����m���p����Ȯ��ν���Ļ���đ��á����w�{���Y�ϸ��DA�f�����£�
�����O��X,Y,Z�������ˣ��X�尲�b�^�̿��M�������{����(1)�T�X�A�ױP���M���{��(Y �S�����{����20mm);(2)�Ƅ�L���X�D�Ӽ�(X�S�����{����20mm��Z �S�{����20mm);(3)L���X�D�Ӽ��������D��(�@Z�S���D�{��);(4)ͨ�^L���X�D�Ӽ����L�A��(Y �S�����{����20mm);(5)�@�D�Ӽ�����M6��25mm��˨�D��(�@X�S���D�{��)��(��D2.16��2.17)

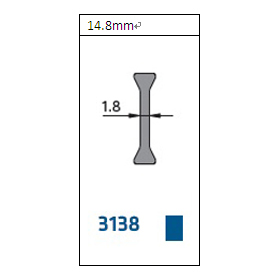
������壺3mm����L�����X�壬�X����߅�B��2mm䓰帱��䓸����Z���Σ��O��L���X�l�c�X�屳���Ľ��X�B�����w�ӏ��ߣ��ӏ��߳������β���(��D2.18���D2.19)��

����2.5 ����p������߅���X��ϵ�y���OӋ
������ڵ��p������߅���X��Ļ������ϵ�y���OӋ˼·�����c�������X��Ļ��һ�£��䲻ͬ�c��Ҫ�w�F���£�
����(1)�����p�������ͣ��ӏ����S��߅�����g�����ã��X��ӏ����c�X��ͬ�r�������豣�C����;
����(2)��������ʽ���Ǽ��c֧�νM����ʽ�����Ă��T�X�A�ױP��һ�K�X�尲�b��Ԫ;
����(3)��ϵ�y���]�p�X�壬��ĭ��+�ͺ��ܷ��z���~�l���ͺ��ܷ��z�����ИI��ٿ��ṩ����p��(��D2.20��2.22)

����3�� Ļ���ӹ���B
����3.1�����X��ӹ�
�������Ŀ���L�X����_14667�����s1.4�fƽ���ף����y��ʽ�_���f�N��ÿ�K�X��ijߴ缰�D��������ͬ��ͬ�r��K֮�g��Ҫ���y���ӿp���κμ�С���`������۷e�Ŵ���K����Ļ���_�����A�ڵ�Ч�����ӹ��y�ȘO��
�����Ćμ����X��ӹ��Ƕȁ������X��ӹ��S���ϡ��_�������ӽM�b���ծa����500�O�������Ŀ�pɫ�X�弰��ɫ�X��ĈD������Ҫͨ�^����y���˹��N�D�����������Ϳ�ȹ����L�X����ծa����200�O���ҡ�����������ھo���挦��˴����ġ����s���X��ӹ�����������ƶ��Ќ����е��X��ӹ�Ӌ������ȡ��Ч�Ĵ�ʩ���M�X��ļӹ��M�ȡ�
����(1)��˾�c�X��ӹ��S֮�g����ϵ���_���X��ӹ���������M�С���˾�����ģ�����Ť�D�p�����X�����ϣ������X��S�M�мӹ����c�X��S�ӹ�㕽ӹ���ʮ����Ҫ���_���X��S���X������Ҫ���M�мӹ����X�������Y�ϰ������X�廨�yģ�͡��X��ӹ��ߴ缰��̖�����y�ӹ��f�������S���φμ��������D�����X��ӹ��D��(��D3.1���D3.2)

����(2)���ڱ��Ŀ���ھo��Ť�D�p�����X��ʩ���y�ȴY�ό��H���X��ӹ���ˇ���ƶ��Ќ������X��ӹ�Ӌ����
����(3)������˾�ṩ�Ď����y�D�������X��ӹ��D(���D�����Å�����ģ�K���ɣ����ȸ�)����1:1���ɈD�������M���NĤ���~�l���NĤ�����ИI��ٿ��ṩ������Ϳ���X�����D�����ȸߣ���F���X��ƴ�ӈD��Ч�����»��A��
�������L�X��ӹ���ˇ����(��D3.3)��

����3.2�c֧��ϵ�y���P�����ӹ�
����3.2.1�c֧����\䓷������ǵļӹ�
�����c֧����\䓷��������������w䓽Y���c�T�X�A�ױP���B�Ӽ����������φ��µ����á��������Ť�D�pȫ�������ܷ�ʬF혻���Ȼ��Ч����䓷������ǵIJ���ʮ����Ҫ��
��������������Ч����Ҫ��䓷��������c�T�X�A�ױP�B��һ�ˣ��X���������䓷������ǵĶ��摪�鶨ֵ�����^�������bҪ���M�д�ֱ�и�����;���c���w䓽Y���B�Ӷˣ����w䓽Y���������Ҳ�Ƕ�ֵ���˶��c���w䓽Y����һ���ĽǶȣ��������bҪ���M��б���и��ˣ��˭h��䓷������ǵļӹ��������c������ǵķž����O��һ�ƌW�����ķž��������ʴ_�M��䓷������Ǽӹ������X��İ��b���Ԍ����A��(��D3.4���D3.5)

����3.2.2 �T�X�A�ױP�ļӹ�
�����T�X�A�ױP���c֧��ϵ�y����Ҫ���������X�尲�b�Ļ������T�X�A�ױP��Ҫ�֞�ױP���܃ɲ��֣�����߅�O�мӄŰ��c�ױP���B�������T�X�����Ա��C���õľ����Ԍ��F���^Ч����
�����T�X�A�ױP�ļӹ����c�����܃ȱڳߴ�Ŀ��Ƽ��ױP��ƽ���������c䓷��������ӣ��܃�ǻ�c�������֮�g�������Ŀ�϶���M����ע�z�ܷ�Ҫ��;�ױPƽ����ֱ��Ӱ��������X��ľ����{����(��D3.6���D3.7)

����3.3�X���S�{��֧���ļӹ�
�����X���S�{��֧�������@�D�S�D�ӵ�L���X�D�Ӽ�����Ҫ����L���X�D�Ӽ�һ��L���X�D�Ӽ�������X���|Ƭ���D�S�ȡ�
����L���X�D�Ӽ�һ��L���X�D�Ӽ���ֱ����ϣ��D�Ӽ�һ���ĈA���в�㊿ڣ��D�Ӽ������ĈA����߅㊿ڣ���քe��������ϳߴ磬���C���Ӽ��M���D�ӵľ���Ҫ��;���ĈA���Ŀ��ijߴ��c�˜ʵ�M8��˨�M����ϣ����C���D��형�;��X���|Ƭ�c�D�Ӽ�����X�ı�횾o��ҧ�ϣ��M��֧���{������X��̶�Ҫ��(��D3.8���D3.9)

����4�� Ļ��ʩ��
����4.1 ʩ�����w����
����4.1.1 ʩ���΄���
����ԓ�Ŀ��Ҫ��Ť�D�p�����X��Ļ�����b���ʽ�����˱��Cʩ�����ھ߂���������������˾��ȡ�ֶ�ʩ���ķ�ʽ�M�У����������̷֞�4��ʩ����ͬ�r�M��ʩ������15-23�S���һʩ���Σ�23-5�S��ڶ�ʩ���Σ�5-9�S�����ʩ���Σ�9-15�S�����ʩ���Ρ�(��D4.1)

����4.1.2 ���wʩ����ʩ
����(1)�˸�0.000����19.500��ʩ����ʩ�����O���_�ּ�������o���������o��ʩ���ˆT�M��Ļ�����Ǽ����ž������b��(��D4.2)��

����(2)�˸�19.500������ʩ����ʩ��
����1)�����w䓽Y������O�ɲ�ж�F��(��400mm���L4000mm)����ʩ��ƽ�_�o��ʩ���ˆT�M��Ļ�����Ǽ����ž������b�ȣ�ÿһ��ʩ��������ɺ��F�ݲ���Ƅӵ���һʩ���^��
����2)�F�ݲ���40��40��4mm����������c���w䓽Y���B�Ӳ���∅8䓽z�K�c�����M�����������C�F���c��䓘��B���ι̡�(��D4.3)

����3)�����w䓽Y����1��̎��∅8䓽z�K������ʩ���ˆT��ȫ�����o��
����4)���w䓽Y������ˮƽ��ȫ�W���Է��ˆT���䣬ˮƽ���W�g��4�״�һ�l∅8��䓽z�K�γɾW���������wˮƽ���W�ij�����(��D4.4)��

����4.1.3 �Cе�O�����~�l���Cе�O�䡱���ИI��ٿ��ṩ��
������Ҫ������܇���ؙC�M�в���ж؛�����\�����]���b�߶ȣ���ȫ�g϶�������߶ȵȣ��x�ù����߶�30�ף���������25��35����܇���ؙC;С�����ό�ͨ�^�˹����\��λ���@�ӿ��Դ�����ʩ��Ч�ʴ_��ʩ�����ڡ�
����4.2 ʩ���|���������c�����C��ʩ
�����������Ļ����Ť�D�p�������ͣ����Ļ������׃������Ļ���ķž�Ҫ��O�ߣ�ͬ�r�茍�y䓽Y�������S���ˣ���䓽Y��ƫ�����ṩ�o�OӋ�����OӋ������ƫ�����M��Ļ��ƫ��������{����ᘌ������̵�Ť�D�p����Ļ���������y�������c����ȫվ�x�M�����S���˷Řӣ��ҳ����Ǽ���嶨λ�c�����C�y����ʩ���ľ��ȷ���Ҏ��Ҫ�����̜y���ž����c�����_��3�f�������y���ž��ľ���ֱ��Ӱ푵�����Ļ���İ��b���ȣ��Pϵ���������̵�ʩ���|�������Ԝy���ž��ǬF��ʩ�������P�I�Ĺ�����ԓ����ʩ�������c���ڡ�
�����Y����˾������ƹ��̵�ʩ������������Ŀ��ȡ����ʩ�����ƴ�ʩ��
����(1)���Ă�ʩ���^���֞�˂��ž��^�������̽����߿����I��߶ȳ��^30�ף����I��e�ο��ڵ����Ϝy���ǟo����ɵģ����Ա����������O�y��ƽ�_��ƽ�_���O��횺Ϳ����cͨҕ�����ú������������M�п��ơ��y���^�����L���⡢ʩ���е����ӌ��y����ʩ���a��һ����Ӱ푣�����ƽ�_���O����ι̣�ÿ2��С�r����һ�β���ӛ䛣����^���МpС�`����L�����ꡢ���F���谵����ⲻ���M�Мy������(��D4.5)��

����(2)��Ļ���״Μy���ž�֮��ă��܃�ÿ��3���ٌ�Ļ���P�I�����c�M�Џͺˣ��ռ����P�������Y��BIMϵ�y�����������{��������m���ϼ����b�ṩ����֧��(��D4.6)��

����(3)�����h�ηž��������]�ϕr����Ӌ�`����^��������ʽ���M�м��օ^�ž������ž��^�ĽY���c���M�ж��Μy���ž���
����4.3 ʩ����ˇ����
�����ҷ���������ʩ����ˇ���̰���ʩ�����Դ_�������|����

����4.3.1������Ƿž���
����(1)�����w䓽Y�����O�÷ž�ƽ�_���ž�ƽ�_��ƽ�桢б�Ρ�б��䓼��M�ɣ��ž�ƽ�_����߶ȸ���ȫվ�x��λ�{����
����(2)��䓷������Ƕ�λ����Ͷ�����ž�ƽ�_�ϣ������Ø�ӛ��
����(3)���Ø�ӛ���ͺ������c������(��D4.7��4.10)

����4.3.2������ǰ��b��
����(1)���������c�M��䓷������ϡ��и
����(2)���b��䓵�����
����(3)���b䓷������ǡ�
����(4)�ͺ�䓷��ָܷ�ߴ硣
����(5)䓷��ܝM����
����(6)�T�X�A�ױP���b��(��D4.11��4.14)

����4.3.3��TPO��ˮ���،Ӱ��b
����(1)���b��ˮ���،�����Ǽ���\䓰塣
����(2)TPO��ˮ�����b����TPO�������C�M�нӿp̎����
����(3)���b��ɺ��M����ˮԇ(��D4.15��4.16)

����4.3.4���X�尲�b�ž�
����(1)���T�X�A�ױP�����O���X���R�r�ž���λ�b�ã��������T�X�A�P��һ��Ԫ��
����(2)��λ���˴�λ�b���ϣ�����ӛ���ͺ������c��
����(3)��λ�b��֮�g��������γ��������X�嶨λ����(��D4.17��4.20)

����4.3.5���X�尲�b
����(1)�����X�嶨λ���M���X�嶨λ��
����(2)���ö�λ�Q���X���B��֧���M���R�r�̶���
����(3)�X�尲�b���S�{��
����(4)�ٴζ�λ�ͺˣ��o�`���M����˨�̶�����ɰ��b��(��D4.21��4.23)

����5 Ļ��BIM���g����
����5.1��������ģ
��������Ϭţ+grasshopper ������ƽ�_����Ļ�����Aģ��(ԭʼ��Ƥ��ָ��)����A��������������ݔ�딵ֵ�cģ�͵��OӋ��ֵ ( �L�ȡ��Ƕȡ����gλ���Pϵ�� ) �M���P�����_�����NĻ������֮�g߉�Pϵ�����óߴ��ӿ�������1��1Ļ������BIM���Sģ�͡�(��D5.1��5.3)


�����O���c֧����\����ǡ��T�X�A�ױP����塢���L�D���ȅ�����ģ�K�����ٜʴ_���_Ť�D�p������L�X��Ļ�����죬��Ļ�������A�δ��»��A(��D5.4��5.5)��

����5.2 ����Ļ�������ӹ��D��������Ϣ����
���������S������ģ����Ļ�������Ę�����Ϣ���锵��Դ�����^߉��̎�����������Ԅ��������(Ļ����壬���ǵ�)�Ķ��S�ӹ��D�������X��Ļ��y�����Å�����ģ�K��ʹ�üӹ��D�����ɿ����Ҝʴ_��
�����{��Grasshopper�е�Excel �ӿڣ��Ԅӿ��������ṩ�IJ������Excel�������������������̖�����|���ߴ磬�D̖�ȼӹ�������Ϣ�Ԅ�ݔ�룬��ߔ����Ĝʴ_�ԡ�(��D5.6��5.7)

����5.3 ʩ��ģ�M
��������BIMģ�ͣ��ƶ�������Ļ����ʩ���������_��ʩ���ž���λ����ֱ�\ݔ�Ⱦ��w��ʩ��ˇ����ʩ�����I���������ԃ�����ʹ֮Ч�ʸ��ߡ�(��D5.8)

����6 �Y���Z
���������̬F�ѿ�������˾ͨ�^�ƌW�M������������¼��g���¹������\�ü��F���������|���ѿأ������Ŀ�A�������Ļ����Ʒ���̣��ɞ�V������һ����־�Խ�����