| 前處理流程:鋁材的去油去污→水洗→堿洗(脫脂)→水洗→酸洗→水洗→鉻化→水洗→純水洗 噴涂流程:噴底漆→面漆→罩光漆→烘烤(180-250℃)→質檢 |
【中國幕墻網】前處理流程:鋁材的去油去污→水洗→堿洗(脫脂)→水洗→酸洗→水洗→鉻化→水洗→純水洗
噴涂流程:噴底漆→面漆→罩光漆→烘烤(180-250℃)→質檢
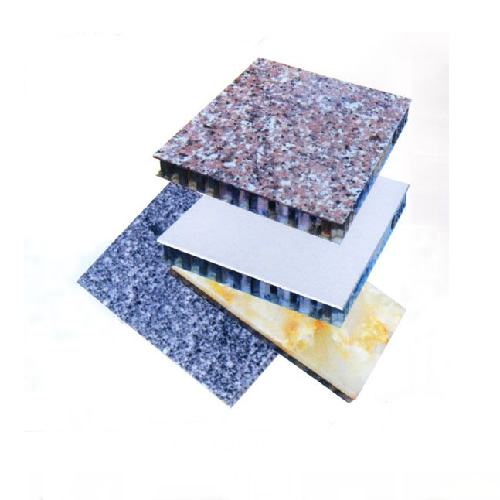
多層噴涂工藝以三次噴涂(簡稱三噴),噴底面漆、面漆及罩光漆和二次噴涂(底漆、面漆)。
1.前處理的目的:在鋁合金型材 、板材進行噴涂前,工件表面要經過去油去污及化學處理,以產生鉻化膜,增加涂層和金屬表面結合力和防氧化能力,有利于延長漆膜的使用年限。
2.底漆涂層:作為封閉底材的底漆涂層,其作用在于提高涂層抗滲透能力,增強對底材的保護,穩定金屬表面層,加強面漆與金屬表面的附著力,可以保證面漆涂層的顏色均勻性,漆層厚度一般為5-10微米。
3.面漆涂層:面漆涂層是噴涂層關鍵的一層 ,在于提供鋁材所需要的裝飾顏色,使鋁材外觀達到設計要求,并且保護金屬表面不受外界環境大氣,酸雨,污染的侵蝕,防止紫外線穿透。大大增強抗老化能力,面漆涂層是噴涂中最厚的一層漆層,漆層厚度一般為23-30微米。
4.罩光漆涂層:罩光漆涂層也稱清漆涂層, 主要目的是更有效地增強漆層抗外界侵蝕能力,保護面漆涂層,增加面漆色彩的金屬光澤,外觀更加顏色鮮明,光彩奪目,涂層厚度一般為5-10微米。三噴涂層總厚度一般為40-60微米,特殊需要的可以加厚。
5.固化處理:三噴涂層一般需要二次固化,鋁材進入固化爐處理,固化溫度一般在180℃-250℃之間,固化時間為15-25分鐘,不同氟碳涂料生產廠家 ,都會根據自己的涂料,提供最佳的溫度和時間。氯碳噴涂廠(鋦油廠)也有的根據自己經驗把三噴時的兩次固化改為一次固化。
6.質量檢驗:質量檢驗應按AAMA-605.02.90標準。嚴格的質量檢查才能保證高質量噴涂產品。【完】
更多新聞:
2010-2011中國幕墻網年度大型讀者調查活動
光電幕墻與太陽能板塊吸金 興發鋁業打造強勁盈利增長帶
會呼吸節能的新型生態節能窗
新型建筑保溫材料應用推介會在上海舉行
鋼框架玻璃幕墻助力建筑節能
| 下一篇:鋁貿易正在經歷重大轉變 |
|
||||||||||||||


- 論壇熱帖
- 最新產品
- 展會快遞